ການເຊື່ອມໂລຫະ MIG ແມ່ນຫຍັງ?
ການເຊື່ອມໂລຫະ Mig ແມ່ນການເຊື່ອມໂລຫະອາຍແກັດ Inert ເຊິ່ງເປັນຂະບວນການເຊື່ອມໂລຫະ. ການເຊື່ອມໂລຫະ MIG ຫມາຍຄວາມວ່າສາຍເຊື່ອມໄດ້ຖືກປ້ອນເຂົ້າໄປໃນສະລອຍນ້ໍາເຊື່ອມໂດຍປືນເຊື່ອມຢ່າງຕໍ່ເນື່ອງ. ສາຍເຊື່ອມແລະວັດສະດຸພື້ນຖານແມ່ນ melted ປະກອບເປັນສ່ວນຮ່ວມ. ປືນໄດ້ປ້ອນອາຍແກັສປ້ອງກັນໄວ້ເພື່ອຊ່ວຍປົກປ້ອງສະລອຍນ້ໍາເຊື່ອມຈາກການປົນເປື້ອນທາງອາກາດ. ຄວາມກົດດັນຂອງອາຍແກັສຄວນຈະເປັນແນວໃດສໍາລັບການເຊື່ອມໂລຫະ MIG. ດັ່ງນັ້ນການສະຫນອງອາຍແກັສມີຄວາມສໍາຄັນຫຼາຍຕໍ່ການເຊື່ອມໂລຫະ Mig. ໂດຍທົ່ວໄປແລ້ວ, ປະຊາຊົນເລືອກ argon, CO2 ຫຼືອາຍແກັສປະສົມເປັນອາຍແກັສໄສ້.
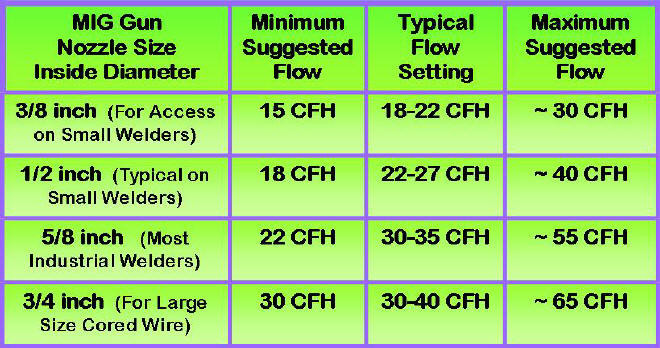
ອັດຕາການໄຫຼຂອງອາຍແກັສການເຊື່ອມໂລຫະ MiG ແມ່ນຫຍັງ CFH?
ເບິ່ງຕາຕະລາງຂ້າງລຸ່ມນີ້.
ຕາຕະລາງອັດຕາການໄຫຼຂອງອາຍແກັສ MIG Shielding
(ສໍາລັບການປະສົມ Argon ແລະ CO2)
http://www.netwelding.com/MIG_Flow%20Rate-Chart.htm
1MPa=1000KPa=10.197kgf/cm2=145.04PSI 1M3/h=16.67LPM=35.32SCFH
Argon ແລະ welding regulator MIG welding ມີສອງປະເພດ, flow gauge regulator and flow meter regulator.
ທ່ານສາມາດເລືອກປະເພດທີ່ທ່ານຕ້ອງການ. ຄວາມແຕກຕ່າງລະຫວ່າງພວກມັນແມ່ນຢູ່ໃນວິທີການອ່ານການໄຫຼຂອງອາຍແກັສ. ອັນໜຶ່ງແມ່ນຜ່ານເຄື່ອງວັດແທກການໄຫຼ ແລະອີກອັນໜຶ່ງແມ່ນຜ່ານເຄື່ອງວັດແທກການໄຫຼ.
ວິທີການຕັ້ງເຄື່ອງຄວບຄຸມອາຍແກັສໃນເຄື່ອງເຊື່ອມ MIG?
ຂັ້ນຕອນທີ 1
ຕັ້ງກະບອກກ໊າຊສໍາລັບເຄື່ອງເຊື່ອມ MIG ໃນຕົວຍຶດ, ແລະຕິດຕ່ອງໂສ້ຮອບຂວດ.
ຂັ້ນຕອນທີ 2
ກວດເບິ່ງທໍ່ທີ່ຕິດກັບເຄື່ອງຄວບຄຸມອາຍແກັສ. ຖ້າທ່ານພົບຄວາມເສຍຫາຍ, ແລກປ່ຽນມັນ.
ຂັ້ນຕອນທີ 3
ກວດເບິ່ງແລະຢືນຢັນວ່າປ່ຽງຂອງກະບອກອາຍແກັສຖືກປິດຢ່າງສົມບູນ.
ຂັ້ນຕອນທີ4
ຫັນລູກບິດປັບຕົວຄວບຄຸມອາຍແກັສ, ເພື່ອຢືນຢັນວ່າປິດ. ເຊື່ອມຕໍ່ຮູສຽບປ່ຽງຂອງເຄື່ອງຄວບຄຸມອາຍແກັສກັບປ່ຽງຂວດກ໊າຊ. ຫັນນັອດລັອກຕາມເຂັມໂມງຈົນກ່ວາມືແຫນ້ນ. ຫຼັງຈາກນັ້ນ, lock ຫມາກແຫ້ງເປືອກແຂງໂດຍ wrench.
ຂັ້ນຕອນທີ 5
ເປີດປ່ຽງກ໊າຊ ແລະລູກບິດຄວບຄຸມ.
ຂັ້ນຕອນທີ 6
ກວດເບິ່ງການຮົ່ວໄຫຼຂອງອາຍແກັສຢູ່ຮອບຕົວຄວບຄຸມອາຍແກັສ, ທໍ່, ແລະການເຊື່ອມຕໍ່. ເຖິງແມ່ນວ່າອາຍແກັສປ້ອງກັນແມ່ນ inert, ແຕ່ການຮົ່ວໄຫລເຮັດໃຫ້ເກີດການສູນເສຍອາຍແກັສແລະໃນພື້ນທີ່ຈໍາກັດສາມາດເຮັດໃຫ້ເກີດການ asphyxiation.
ຂັ້ນຕອນທີ 7
ປັບອັດຕາການໄຫຼຂອງກ໊າຊໃຫ້ຖືກຕ້ອງ CFH ທີ່ທ່ານຕ້ອງການ .ມັນຄວນຈະຢູ່ລະຫວ່າງ 25 ຫາ 30 CFH ໂດຍທົ່ວໄປ.
ຂັ້ນຕອນທີ 8
ເປີດເຄື່ອງເຊື່ອມ MIG. ກົດກະທູ້ຂອງປືນ MIG ເພື່ອກະຕຸ້ນປ່ຽງອາຍແກັສ.
ເວລາປະກາດ: ກັນຍາ-09-2019


