ຂ່າວອຸດສາຫະກໍາ
-

ບົດຄວາມໜຶ່ງຈະຊ່ວຍໃຫ້ທ່ານເຂົ້າໃຈຂໍ້ບົກຜ່ອງຂອງການເຊື່ອມໄດ້ງ່າຍ – ຮອຍແຕກ lamellar
ເປັນປະເພດທີ່ເປັນອັນຕະລາຍທີ່ສຸດຂອງຄວາມບົກພ່ອງການເຊື່ອມໂລຫະ, ຮອຍແຕກການເຊື່ອມໂລຫະຢ່າງຮ້າຍແຮງຜົນກະທົບຕໍ່ການປະຕິບັດ, ຄວາມປອດໄພແລະຄວາມຫນ້າເຊື່ອຖືຂອງໂຄງສ້າງການເຊື່ອມໂລຫະ. ໃນມື້ນີ້, ຂ້າພະເຈົ້າຈະແນະນໍາທ່ານກ່ຽວກັບຫນຶ່ງໃນປະເພດຂອງຮອຍແຕກ - ຮອຍແຕກ lamellar. ອຸປະກອນການເຊື່ອມໂລຫະ Xinfa ມີລັກສະນະທີ່ມີຄຸນນະພາບສູງແລະຕ່ໍາ ...ອ່ານເພີ່ມເຕີມ -

ມັນໃຊ້ເວລາຄວາມລໍາບາກແລະຄວາມອົດທົນ, ແຕ່ມັນບໍ່ຍາກທີ່ຈະເລີ່ມຕົ້ນເປັນຊ່າງເຊື່ອມ
ອຸປະກອນການເຊື່ອມໂລຫະ Xinfa ມີລັກສະນະທີ່ມີຄຸນນະພາບສູງແລະລາຄາຕໍ່າ. ສໍາລັບລາຍລະອຽດ, ກະລຸນາເຂົ້າໄປເບິ່ງທີ່: ຜູ້ຜະລິດການເຊື່ອມໂລຫະ ແລະການຕັດ - ໂຮງງານການເຊື່ອມໂລຫະ ແລະຕັດຂອງຈີນ (xinfatools.com) ການເຊື່ອມໂລຫະເປັນອາຊີບທີ່ມີລາຍໄດ້ສູງ ແລະເປັນການຄ້າທີ່ມີຄວາມຊໍານິຊໍານານ. ດຶງດູດ...ອ່ານເພີ່ມເຕີມ -

ເຄື່ອງມືເຄື່ອງຈັກ CNC, ການບໍາລຸງຮັກສາເປັນປົກກະຕິຍັງມີຄວາມສໍາຄັນຫຼາຍ
ການບໍາລຸງຮັກສາປະຈໍາວັນຂອງເຄື່ອງມືເຄື່ອງ CNC ຕ້ອງການພະນັກງານບໍາລຸງຮັກສາບໍ່ພຽງແຕ່ມີຄວາມຮູ້ທາງດ້ານກົນຈັກ, ເຕັກໂນໂລຢີການປຸງແຕ່ງແລະລະບົບໄຮໂດຼລິກ, ແຕ່ຍັງມີຄວາມຮູ້ກ່ຽວກັບຄອມພິວເຕີ້ເອເລັກໂຕຣນິກ, ການຄວບຄຸມອັດຕະໂນມັດ, ໄດແລະເຕັກໂນໂລຢີການວັດແທກ, ເພື່ອໃຫ້ພວກເຂົາສາມາດເຂົ້າໃຈຢ່າງເຕັມສ່ວນແລະຊໍານິຊໍານານ CN ...ອ່ານເພີ່ມເຕີມ -

ເຖິງແມ່ນວ່າ burrs ມີຂະຫນາດນ້ອຍ, ພວກເຂົາເຈົ້າແມ່ນຍາກທີ່ຈະເອົາອອກ! ແນະນໍາຂະບວນການ deburring ຂັ້ນສູງຫຼາຍອັນ
Burrs ມີຢູ່ທົ່ວທຸກແຫ່ງໃນຂະບວນການປຸງແຕ່ງໂລຫະ. ບໍ່ວ່າອຸປະກອນຄວາມແມ່ນຍໍາທີ່ກ້າວຫນ້າທີ່ທ່ານໃຊ້, ມັນຈະເກີດມາພ້ອມກັບຜະລິດຕະພັນ. ມັນສ່ວນໃຫຍ່ແມ່ນປະເພດຂອງການຍື່ນທາດເຫຼັກເກີນທີ່ຜະລິດຢູ່ໃນຂອບການປຸງແຕ່ງຂອງວັດສະດຸທີ່ຈະປຸງແຕ່ງເນື່ອງຈາກການຜິດປົກກະຕິຂອງພາດສະຕິກຂອງ ma ...ອ່ານເພີ່ມເຕີມ -
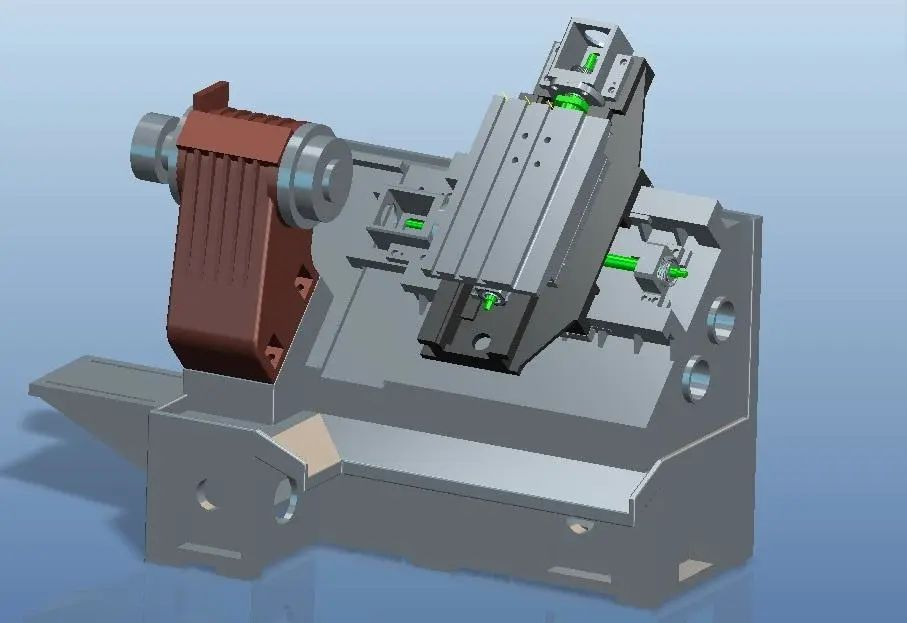
ຂໍ້ດີແລະຂໍ້ເສຍຂອງເຄື່ອງນອນ inclined ແລະເຄື່ອງນອນແປ
ການຈັດວາງເຄື່ອງມືເຄື່ອງຈັກການປຽບທຽບຍົນຂອງທັງສອງ rails ຄູ່ມືຂອງເຄື່ອງກຶງ CNC ຕຽງນອນແມ່ນຂະຫນານກັບຍົນພື້ນດິນ. ຍົນຂອງສອງລໍ້ຄູ່ມືຂອງເຄື່ອງກຶງ CNC ຕຽງ inclined ຕັດກັບຍົນພື້ນດິນເພື່ອສ້າງເປັນຍົນ inclined, ມີມຸມຂອງ 30 °, 45 °, 60 °, ແລະ 75 °. ເບິ່ງຈາກ...ອ່ານເພີ່ມເຕີມ -

ຄວາມຫຍຸ້ງຍາກແລະວິທີການປະຕິບັດງານຂອງການເຊື່ອມບ່ອນແລກປ່ຽນຄວາມ
1. ບັນທຶກຕົ້ນສະບັບຂອງການເຊື່ອມກະຈົກ ການເຊື່ອມໂລຫະກະຈົກເປັນເທກໂນໂລຍີການດໍາເນີນງານການເຊື່ອມໂລຫະທີ່ອີງໃສ່ຫຼັກການຂອງການຖ່າຍຮູບບ່ອນແລກປ່ຽນຄວາມແລະນໍາໃຊ້ການສັງເກດການ mirror-assisted ເພື່ອຄວບຄຸມຂະບວນການປະຕິບັດງານການເຊື່ອມໂລຫະ. ມັນຖືກນໍາໃຊ້ຕົ້ນຕໍສໍາລັບການເຊື່ອມໂລຫະການເຊື່ອມໂລຫະທີ່ບໍ່ສາມາດສັງເກດເຫັນໄດ້ໂດຍກົງເນື່ອງຈາກ w ...ອ່ານເພີ່ມເຕີມ -
28 ຄໍາຖາມແລະຄໍາຕອບກ່ຽວກັບຄວາມຮູ້ກ່ຽວກັບການເຊື່ອມຕໍ່ສໍາລັບການເຊື່ອມຕໍ່ຂັ້ນສູງ (2)
15. ຫນ້າທີ່ຕົ້ນຕໍຂອງຝຸ່ນການເຊື່ອມໂລຫະອາຍແກັສແມ່ນຫຍັງ? ຫນ້າທີ່ຕົ້ນຕໍຂອງຝຸ່ນການເຊື່ອມໂລຫະແມ່ນການສ້າງ slag, ເຊິ່ງ reacts ກັບ oxides ໂລຫະຫຼື impurities ທີ່ບໍ່ແມ່ນໂລຫະໃນສະນຸກເກີ molten ເພື່ອສ້າງ slag molten. ໃນເວລາດຽວກັນ, slag molten ສ້າງຂຶ້ນກວມເອົາພື້ນຜິວຂອງສະນຸກເກີ molten ແລະ iso ...ອ່ານເພີ່ມເຕີມ -

28 ຄໍາຖາມແລະຄໍາຕອບກ່ຽວກັບຄວາມຮູ້ກ່ຽວກັບການເຊື່ອມຕໍ່ສໍາລັບການເຊື່ອມຕໍ່ຂັ້ນສູງ (1)
1. ຄຸນລັກສະນະຂອງໂຄງສ້າງຜລຶກເບື້ອງຕົ້ນຂອງການເຊື່ອມໂລຫະແມ່ນຫຍັງ? ຄໍາຕອບ: ການໄປເຊຍກັນຂອງສະນຸກເກີການເຊື່ອມໂລຫະຍັງປະຕິບັດຕາມກົດລະບຽບພື້ນຖານຂອງການໄປເຊຍກັນໂລຫະແຫຼວທົ່ວໄປ: ການສ້າງຕັ້ງຂອງແກນໄປເຊຍກັນແລະການເຕີບໃຫຍ່ຂອງແກນໄປເຊຍກັນ. ເມື່ອໂລຫະແຫຼວໃນທໍ່ເຊື່ອມ ...ອ່ານເພີ່ມເຕີມ -
ຄວາມຮູ້ພື້ນຖານທີ່ສຸດທີ່ຄົນ CNC ຕ້ອງເປັນນາຍທີ່ບໍ່ສາມາດຊື້ດ້ວຍເງິນ!
ສໍາລັບເຄື່ອງກຶງ CNC ເສດຖະກິດໃນປະຈຸບັນໃນປະເທດຂອງພວກເຮົາ, ມໍເຕີ asynchronous ສາມເຟດທໍາມະດາຖືກນໍາໃຊ້ໂດຍທົ່ວໄປເພື່ອບັນລຸການປ່ຽນແປງຄວາມໄວ stepless ຜ່ານຕົວແປງຄວາມຖີ່. ຖ້າບໍ່ມີການເລັ່ງກົນຈັກ, ແຮງບິດຜົນຜະລິດ spindle ມັກຈະບໍ່ພຽງພໍໃນຄວາມໄວຕ່ໍາ. ຖ້າຫາກວ່າການຕັດການໂຫຼດ ...ອ່ານເພີ່ມເຕີມ -
ສູດການຄິດໄລ່ກະທູ້ປະຕິບັດ, ຮີບຮ້ອນແລະປະຫຍັດມັນ
ສູດການຄິດໄລ່ທີ່ກ່ຽວຂ້ອງທີ່ໃຊ້ໃນການຜະລິດ fastener: 1. ການຄິດໄລ່ແລະຄວາມທົນທານຂອງເສັ້ນຜ່າສູນກາງຂອງ thread pitch ພາຍນອກຂອງ profile 60° (ມາດຕະຖານແຫ່ງຊາດ GB 197/196) a. ການຄຳນວນຂະໜາດພື້ນຖານຂອງເສັ້ນຜ່າສູນກາງ pitch ຂະໜາດພື້ນຖານຂອງເສັ້ນຜ່າສູນກາງຂອງ thread pitch = thread major diameter – pitc...ອ່ານເພີ່ມເຕີມ -
ຄໍາແນະນໍາການຂຽນໂປລແກລມສູນເຄື່ອງຈັກ CNC, ຖ້າທ່ານບໍ່ຮູ້, ມາຮຽນຮູ້ມັນ
1. ຄໍາສັ່ງຢຸດຊົ່ວຄາວ G04X (U)_/P_ ຫມາຍເຖິງເວລາຢຸດຂອງເຄື່ອງມື (ການຢຸດອາຫານ, spindle ບໍ່ຢຸດ), ແລະຄ່າຫຼັງຈາກທີ່ຢູ່ P ຫຼື X ແມ່ນເວລາຢຸດຊົ່ວຄາວ. ຄ່າຫຼັງຈາກຕົວຢ່າງ, G04X2.0; ຫຼື G04X2000; ຢຸດຊົ່ວຄາວ 2 ວິນາທີ G04P2000; ຢ່າງໃດກໍຕາມ, ໃນບາງຄໍາແນະນໍາການປະມວນຜົນລະບົບຂຸມ (ເຊັ່ນ: ...ອ່ານເພີ່ມເຕີມ -

ສິບບັນຫາທີ່ເບິ່ງຂ້າມໄດ້ງ່າຍທີ່ສຸດໃນການເຊື່ອມໂລຫະ. ລາຍລະອຽດກໍານົດຜົນສໍາເລັດຫຼືຄວາມລົ້ມເຫລວ. ກະລຸນາອ່ານມັນດ້ວຍຄວາມອົດທົນ.
ມີຫຼາຍສິ່ງທີ່ຕ້ອງໄດ້ຮັບການເອົາໃຈໃສ່ໃນໄລຍະຂະບວນການເຊື່ອມໂລຫະ. ຖ້າບໍ່ສົນໃຈ, ມັນອາດຈະນໍາໄປສູ່ຄວາມຜິດພາດໃຫຍ່. ລາຍລະອຽດກໍານົດຄວາມສໍາເລັດຫຼືຄວາມລົ້ມເຫລວ, ກະລຸນາອ່ານມັນດ້ວຍຄວາມອົດທົນ! 1 ຢ່າເອົາໃຈໃສ່ເລືອກແຮງດັນທີ່ດີທີ່ສຸດໃນລະຫວ່າງການເຊື່ອມໂລຫະ [ປະກົດການ] ໃນລະຫວ່າງການເຊື່ອມໂລຫະ, ...ອ່ານເພີ່ມເຕີມ


